Основные нюансы при закалке нержавейки
Автор: Волков Семён
Дата публикации: 05 Сентября 2024. ID 149525
Для повышения твердости и улучшения других механических свойств нержавеющей стали можно использовать разнообразные методы термической обработки, такие как закалка, отпуск и старение. Важно учитывать, что после закалки нержавеющую сталь часто подвергают отпуску для снятия внутренних напряжений и стабилизации структуры.
Маркировка нержавеющих сталей включает в себя множество различных типов с различными химическими составами, что определяет их применение и методы обработки. Например, стали марок 440C и 420HC содержат более высокое количество углерода и требуют особых условий закалки и отпуска.
Для контроля температуры при закалке нержавеющей стали дома рекомендуется использование пирометра или термопары, что позволит более точно поддерживать необходимый температурный режим. Это особенно важно, так как слишком высокая или слишком низкая температура может привести к ухудшению свойств материала.
Закалка нержавеющей стали также может проводиться в вакуумных печах, что помогает избежать окисления поверхности и получения более чистой и однородной структуры. После закалки и отпуска изделия из нержавеющей стали часто полируют, что улучшает их коррозионную стойкость и внешний вид.
Для повышения точности процесса и получения лучших результатов, рекомендуется перед началом закалки изучить подробные технические данные по конкретной марке стали и следовать рекомендациям производителей.
Ключевые шаги в процессе закалки
У продавца заготовок можно выяснить марку заводской нержавеющей стали, а также получить совет по её закалке. Если же материалом служит старая вещь, то в интернете можно найти таблицы изделий и марки стали, которые помогут определить исходный материал.
В общем, полный цикл термической обработки детали из нержавеющей стали включает в себя следующие шаги:
- Подготовка оборудования, инструментов и материалов. Это включает проверку топлива (уголь или газ) на весь цикл нагрева, так как для правильной закалки нержавейки её нужно нагревать постепенно и без остановок.
- Нагрев горна или печи. Для газопламенного нагрева выполняется установка заготовки из нержавейки и включение газовой горелки.
- Размещение заготовки. Часто необходимо закалить только определенную область изделия, поэтому следует разместить его таким образом, чтобы эта часть была в зоне максимального нагрева.
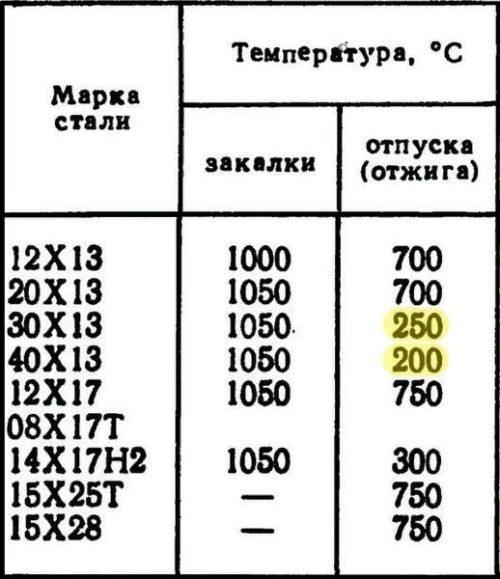
- Достижение нужной температуры. Изделие удерживается в зоне высокого нагрева, и его температуру контролируют по цвету. Для закалки хромистой нержавейки необходимо нагреть ее до 1050°C, что соответствует цветам от темно-желтого до оранжевого согласно таблицам.
- Охлаждение. Когда металл достиг нужного цвета, деталь опускают в емкость с минеральным маслом для охлаждения. Масло может загореться, поэтому рядом с емкостью следует держать плотную ткань и огнетушитель.
- Очистка. После охлаждения в масле нержавейку нужно тщательно очистить. Если загрязнение сильное, можно использовать растворитель или абразивные материалы для удаления нагара.
- Отпуск. Чтобы правильно закалить деталь, ее необходимо подвергнуть отпуску после нагревания и охлаждения. Для сталей с содержанием углерода 0,4 % и выше, температура отпуска составляет 200–250 °C (см. таблицу ниже), поэтому их можно поместить в обычную кухонную духовку на пару часов. Если содержание углерода ниже, температура отпуска значительно возрастает, до 700–750 °C, и он проводится с постепенным остыванием на воздухе или в сухом песке.
Особое внимание следует уделять специальной одежде и всем мерам пожарной безопасности, особенно при охлаждении детали в масле. Работайте в защищенных перчатках и очках.
Помимо вышеперечисленных шагов, рекомендуется использовать термопары для точного контроля температур и избегать перегрева стали.
Не стоит забывать о важности измерения температуры нагрева изделия. Для этого можно использовать пирометр или термопары. Также полезно иметь под рукой термокраски, которые изменяют цвет при достижении определенной температуры, что позволит точно контролировать процесс нагрева.
После закалки важно правильно обработать изделие, чтобы снять внутренние напряжения. Это можно сделать методом отпуска. Для нержавеющей стали рекомендуемая температура отпуска варьируется в пределах 200-400 °C. Время отпуска зависит от толщины и размера изделия, обычно это занимает от 1 до 2 часов.
При обработке крупных партий изделий из нержавеющей стали полезно иметь журнал записи термообработки, в котором фиксируются все параметры процедуры для каждого изделия: дата, продолжительность нагрева, температура, используемое масло для охлаждения и другие важные аспекты. Это поможет контролировать качество и повторяемость процесса.
Для повышения качества работы можно использовать защитные атмосферы, такие как аргон или азот, что предотвращает образование оксидных пленок на поверхности изделия. Это особенно актуально при работе с высоколегированными или жаропрочными сталями.
Помимо защиты рук и тела спецодеждой, не забывайте о средствах индивидуальной защиты глаз от яркого пламени и теплового излучения. Подходят специальные светофильтры или защитные очки с высокой степенью затемнения.
Методика домашнего закаливания нержавеющей стали
На практике закалить заготовку для будущего изделия из нержавеющей стали, например ножа или инструмента, не является сложной задачей. Важно лишь правильно установить температурные режимы и следовать всем инструкциям. Однако термообработка считается работой повышенной опасности.
Таким образом, для самостоятельной закалки нержавеющей стали необходимо сначала правильно организовать место для работы. Чтобы успешно закалить нержавейку и не повредить помещение или свое здоровье, важно соблюдать определенные условия.
Первое, все нагревательные устройства должны быть безопасными, устойчивыми и надежно защищенными, чтобы не возник случайный контакт с нагретыми поверхностями. Второе, закалочные жидкости должны храниться в надежных емкостях и находиться на безопасном расстоянии от нагревательных приборов.
Если необходимо закалить длинномерное изделие из нержавеющей стали, следует использовать емкости, в которые изделие полностью помещается для закалки за один раз. Также важно, чтобы место работы было просторным и хорошо проветриваемым для удаления дыма и газов.

Настройка температурного режима
Для нержавеющей стали важно поддерживать температурный режим, способствующий устойчивому образованию аустенита — твёрдого раствора углерода в железе. Закаливание нержавеющей стали заключается в быстром охлаждении этой структуры, не давая атомам вернуться в начальное (до нагрева) состояние.
Поэтому важны не только температура нагрева и время выдержки в этом состоянии, но и скорость охлаждения, которая для нержавеющей стали должна быть контролируемой. Замедление процесса остывания происходит при охлаждении изделия в масле, обладающем низкой теплопроводностью.
При закалке детали в воде она станет крайне хрупкой и скорее всего, на ней появятся микротрещины. Опытные мастера используют термодатчики для измерения температуры нагрева, а в домашних условиях температуру определяют по изменению цвета металла. Точные температурные режимы для каждой марки нержавеющей стали можно найти в технологических справочниках.
Пошаговый процесс закалки
Чтобы закалить небольшое изделие из нержавеющей стали в домашних условиях без специальных печей или горнов, достаточно нагреть его горелкой или на газовой плите, ориентируясь по изменению цвета металла. Затем изделие охлаждают в масле, очищают и подвергают отпуску, что можно сделать в духовке газовой плиты.
Если необходимо закалить заготовку из нержавеющей стали в изотермических условиях (в промышленных условиях это достигается путем поддержания температуры в соляной ванне), то после нагрева на газу можно поместить ее в сухой песок. В этом случае охлаждение контролируется по цвету побежалости.
Для правильной закалки нержавеющей стали важно знать ее марку. Часто можно услышать мнение, что тип нержавейки можно довольно точно определить по цвету искр на точильном камне. А как вы относитесь к этому утверждению? Поделитесь, пожалуйста, своим мнением в комментариях.
Кроме того, для проведения термообработки важно учитывать толщину и форму изделия. Толстые заготовки требуют более длительного времени прогрева для достижения необходимой температуры по всей толщине материала. Также стоит помнить, что неправильное распределение температуры может вызвать дефекты, такие как искривление или деформацию заготовки.
Необходимо учесть, что для некоторых марок нержавеющей стали может потребоваться дополнительная процедура, называемая старением, для улучшения механических свойств. Процесс старения включает выдерживание закаленной заготовки при определенной температуре в течение определенного времени для снятия внутренних напряжений и улучшения прочности.
Наконец, перед началом термообработки рекомендуется провести тестирование на небольшом образце металла, чтобы убедиться в правильности выбранных параметров температуры, времени, среды охлаждения и других факторов. Это поможет избежать возможных ошибок и непредвиденных проблем при закалке основного изделия.


